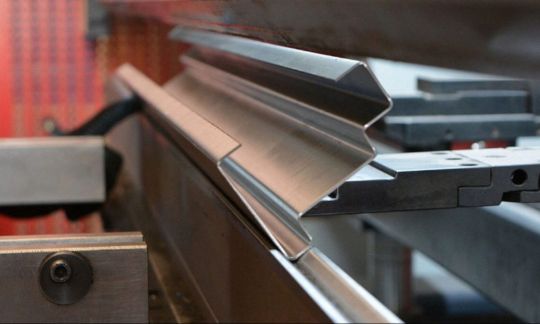
Гибка листа 6м.
Цена за метр
от 55 ₽

Достигаем угловых допусков ±0.5–2° и линейных ±0.2–0.5 мм в зависимости от материала и толщины.
Работаем с листами от 0.5 мм до 20 мм, включая тонкие (менее 1 мм) и толстые (более 6 мм) материалы.
1–1.5 раза толщины материала для большинства металлов, с корректировкой для хрупких сплавов.
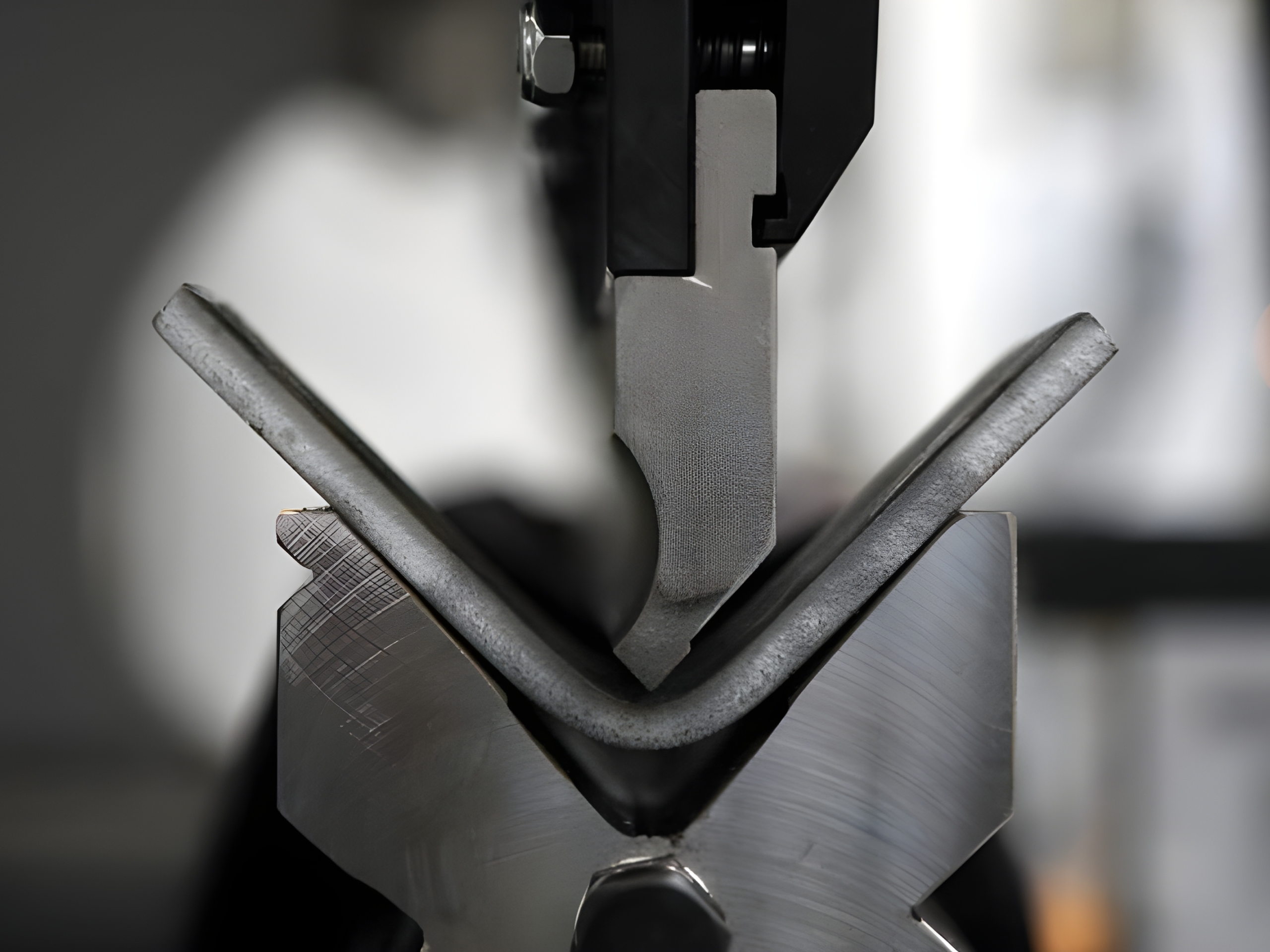
Воздушная гибка, донная гибка, чеканка и прокатка для оптимального результата.
Сталь (мягкая, нержавеющая), алюминий, медь, титан и другие сплавы с учетом их свойств, таких как упругость и коэффициент теплового расширения.
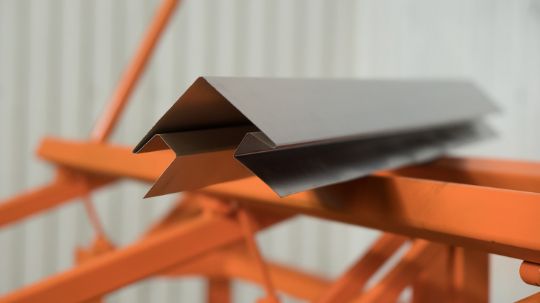
Выполняем многорадиусные, пространственные и последовательные гибы с контролем расстояний между ними (минимум 2 раза толщины листа для смещенных гибов).
Гибка листового металла – это процесс формирования без удаления материала, где учитываются факторы вроде пружинения (springback 1–2°), K-фактора (для расчета развертки) и зон термического влияния (HAZ) от предварительной резки.
• Угловые: ±0.5° для CNC-станков, до ±2° для высокопрочных сталей; по ISO 2768-1 – от ±1° для коротких размеров до ±0°5' для длинных.
• Линейные: ±0.1–0.2 мм для позиционирования, ±0.2–0.4 мм для расстояний между гидами; для отверстий ±0.05–0.1 мм.
• Факторы влияния: Толщина (тонкие листы ±0.2–0.4 мм, толстые ±0.3–0.8 мм), материал (нержавейка ±0.3–0.5 мм, алюминий ±0.2–0.3 мм).
• Воздушная гибка (Air Bending): Пуансон не касается дна матрицы, допуски ±0.5–1.5° угловые, ±0.2–0.4 мм линейные. Преимущества: гибкость углов, низкий тоннаж; недостатки: больше пружинения.
• Донная гибка (Bottom Bending): Полный контакт, допуски ±0.5–1° угловые. Преимущества: меньше пружинения, точность; недостатки: разные матрицы для радиусов.
• Чеканка (Coining): Высокое давление для точных углов (±0.25°), но требует большего тоннажа (в 3–5 раз выше воздушной).
• Прокатка (Rolling): Для цилиндров и кривых, с 3-роликовыми станками; допуски ±0.5–1 мм на диаметр.
• Минимальное расстояние отверстия до гиба: 2.5 раза толщины + радиус.
• Длина фланца: Минимум 4 раза толщины.
• Рельефные вырезы: Радиус 1.5–2 раза толщины для снижения напряжений.
• Тоннаж: Зависит от длины гиба, материала (например, для мягкой стали – 5–8 т/м на мм толщины).
• Пружинение: Компенсируется перегибом на 1–3°, зависит от радиуса (больше радиус – меньше пружинения).
Мы используем современные листогибочные прессы с ЧПУ для высокой точности:
До 9 осей, тоннаж до 300 т, длина гиба до 3–4 м; точность позиционирования ±0.05 мм.
V-образные (открытие 8–12 раз толщины), радиусы от 0.5 мм; карбидные для долговечности.
Лазерное сканирование, датчики для реального времени мониторинга; ПО CAD/CAM для моделирования.
Роботизированные линии для серийного производства, минимизируя ошибки.
Глубокий анализ материалов и процессов для оптимальных допусков.
Разработка по чертежам с учетом ISO 2768 и ASME Y14.5.
Полная проверка на соответствие стандартам.
Разовые и серийные заказы с быстрой доставкой.
Мы используем специализированное оборудование для гибки профильных труб:
© 2025 «Гибка металла». Все права защищены.