Обечайки
Цена за метр
от 300 ₽

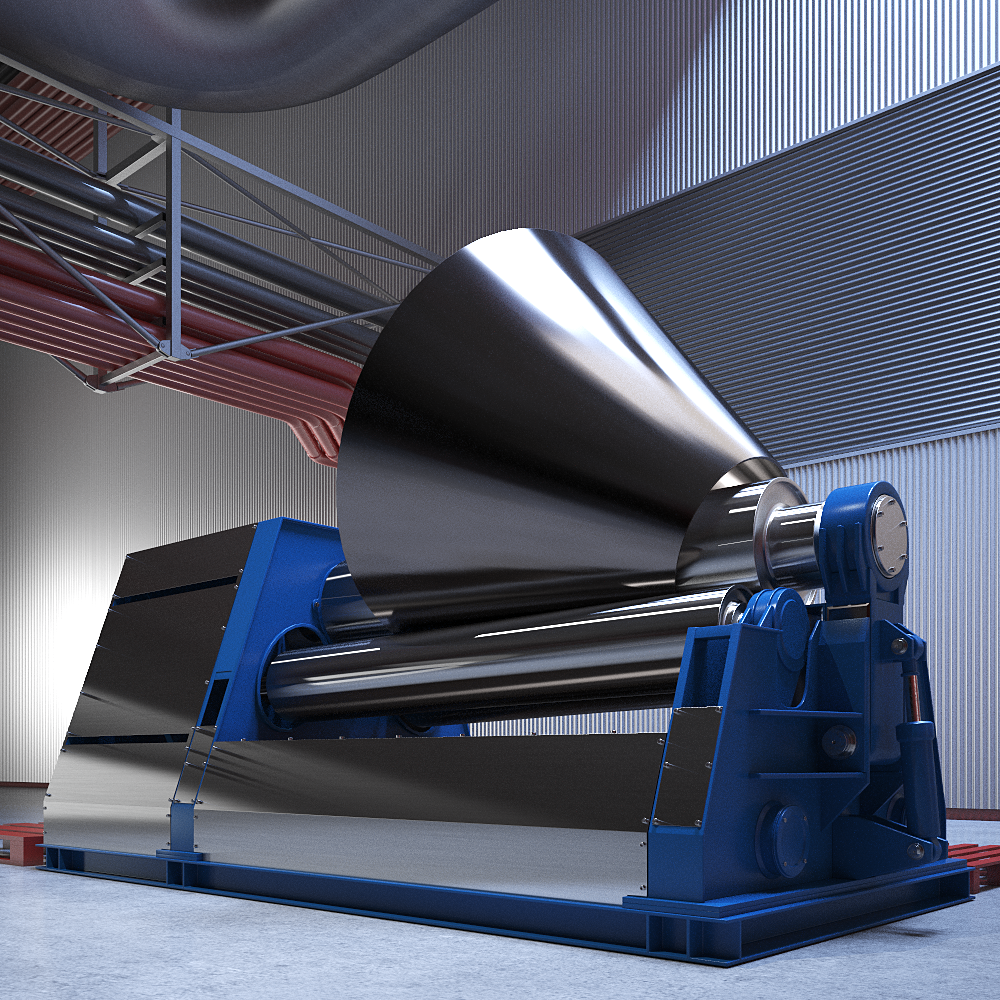
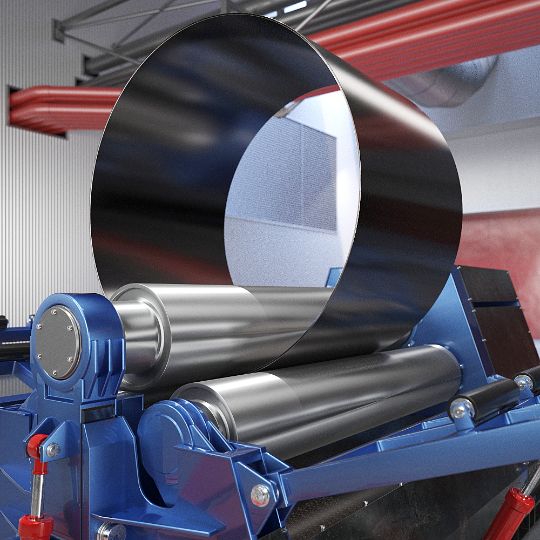
Вальцовка выполняется на специализированных станках – вальцах, которые состоят из нескольких вращающихся валков. Лист металла пропускается между валками, которые оказывают давление, постепенно изгибая материал до заданной формы. В зависимости от типа оборудования и настроек, можно получить изделия различной конфигурации: от простых цилиндров до сложных конических или эллиптических конструкций.
Процесс позволяет работать с широким спектром материалов, включая сталь, нержавеющую сталь, алюминий, медь и другие металлы. Толщина листа может варьироваться от 0,5 мм до 100 мм и более, в зависимости от мощности станка. Вальцовка осуществляется в несколько проходов, чтобы достичь равномерной деформации без внутренних напряжений и дефектов.
Вальцовка обеспечивает равномерную деформацию металла, минимизируя внутренние напряжения и дефекты, что гарантирует высокую прочность готовых изделий.
Технология позволяет создавать детали различных форм и размеров, что делает её универсальной для множества задач.
Процесс минимизирует отходы, так как не требует резки или сварки на начальных этапах.
Изделия, полученные методом вальцовки, используются в производстве труб, резервуаров, корпусов оборудования, элементов конструкций и декоративных деталей.
Современные вальцовочные станки с ЧПУ обеспечивают высокую производительность, позволяя быстро изготавливать крупные партии деталей.
Вальцовка листов востребована в самых разных отраслях:
Производство корпусов, цилиндров, валов.
Изготовление металлических конструкций, кровельных элементов.
Создание резервуаров, трубопроводов, компонентов котлов.
Формирование обшивки судов и других криволинейных деталей.
Производство декоративных элементов с нестандартной геометрией.
Принципы работы вальцовочных станков
Вальцовка основана на пластической деформации металла, когда лист пропускается через систему вращающихся валков. Основные элементы процесса:
Металлические цилиндры, которые непосредственно контактируют с листом. Их количество, диаметр и расположение определяют возможности станка.
Механический, гидравлический или электромеханический, обеспечивающий вращение валков.
Позволяет настраивать расстояние между валками и угол их наклона для создания различных радиусов изгиба.
Процесс начинается с подачи листа между валками. Один или несколько валков (обычно верхний или боковые) оказывают давление, изгибая лист. Постепенно, за несколько проходов, достигается требуемая форма. Для сложных изделий, таких как конусы, используются дополнительные настройки угла валков или специальные приставки.
Типы вальцовочных станков
Вальцовочные станки классифицируются по количеству валков, типу привода и уровню автоматизации. Основные виды:
• Конструкция: Состоят из трёх валков – два нижних (опорных) и один верхний (прижимной). Верхний валок регулируется по высоте, определяя радиус изгиба.
• Особенности:
- Подходят для вальцовки цилиндрических и конических деталей.
- Просты в эксплуатации, но имеют ограничения по точности для сложных форм.
- Оставляют небольшой плоский участок на краях листа (зона "невальцовки").
• Применение: Изготовление труб, резервуаров, простых цилиндрических деталей.
• Конструкция: Имеют два прижимных и два опорных валка. Дополнительный валок обеспечивает лучшую фиксацию листа и минимизирует зону "невальцовки".
• Особенности:
- Высокая точность и возможность работы с более толстыми листами (до 100 мм и более).
- Удобны для автоматизированного производства, так как лист фиксируется между валками.
- Подходят для сложных форм, включая эллиптические и конические изделия.
• Применение: Производство высокоточных деталей для судостроения, энергетики и машиностроения
• Конструкция: Простейшие станки с ручным приводом, обычно трёхвалковые.
• Особенности:
- Используются для работы с тонкими листами (до 2–3 мм).
- Низкая производительность, подходят для небольших мастерских.
- Требуют значительных усилий оператора.
• Применение: Мелкосерийное производство, ремонтные работы, изготовление декоративных элементов.
• Конструкция: Оснащены числовым программным управлением, что позволяет задавать параметры вальцовки (радиус, угол, скорость) через компьютер.
• Особенности:
- Высокая точность и повторяемость.
- Возможность работы со сложными геометрическими формами.
- Минимизация человеческого фактора.
• Применение: Серийное производство высокоточных деталей, например, для аэрокосмической отрасли.
Уникальные декоративные элементы для интерьеров и экстерьеров.
Технические аспекты
• Тонкие листы (до 5 мм) обрабатываются на лёгких станках с минимальным давлением.
• Толстые листы (20–100 мм) требуют мощных гидравлических вальцов с высокой силой прижима.
• Жёсткость материала (например, нержавеющая сталь) влияет на выбор станка и настройки.
• Зависит от диаметра валков и расстояния между ними. Минимальный радиус обычно составляет 1,5–2 диаметра верхнего валка.
• Для малых радиусов могут использоваться дополнительные приставки или специальные станки.
• Ручные станки работают медленно и подходят для штучного производства.
• Автоматизированные станки с ЧПУ обеспечивают высокую скорость (до 5–10 м/мин) и подходят для серийного производства.
• Современные станки оснащены датчиками для контроля толщины, радиуса и равномерности деформации.
• Важно учитывать остаточные напряжения в металле, которые могут повлиять на долговечность изделия.
• Зона "невальцовки" на краях листа (особенно в трёхвалковых станках). Для её устранения требуется дополнительная обработка или использование четырёхвалковых станков.
• Ограничения по минимальному радиусу изгиба, зависящие от оборудования.
• Необходимость предварительной подготовки листа (очистка, выравнивание).
Пример технических характеристик станка
Для понимания возможностей оборудования рассмотрим типичный четырёхвалковый станок:
15–50 кВт.
до 3000 мм.
6–50 мм (для стали).
200–500 мм.
4–6 м/мин.
ЧПУ с программируемыми параметрами.
Для достижения высокого качества изделий важно использовать современное оборудование и доверять работу профессионалам. Наши специалисты обладают большим опытом в вальцовке листов и гарантируют:
• Точное соблюдение технических требований.
• Использование высококачественных материалов.
• Строгий контроль качества на всех этапах производства.
• Быстрое выполнение заказов любого объёма.
Если вам нужны надёжные и долговечные металлические изделия, вальцовка листов – это оптимальное решение. Свяжитесь с нами, чтобы обсудить ваш проект и получить консультацию по всем вопросам!
© 2025 «Гибка металла». Все права защищены.