Гибка балок
Высокая точность

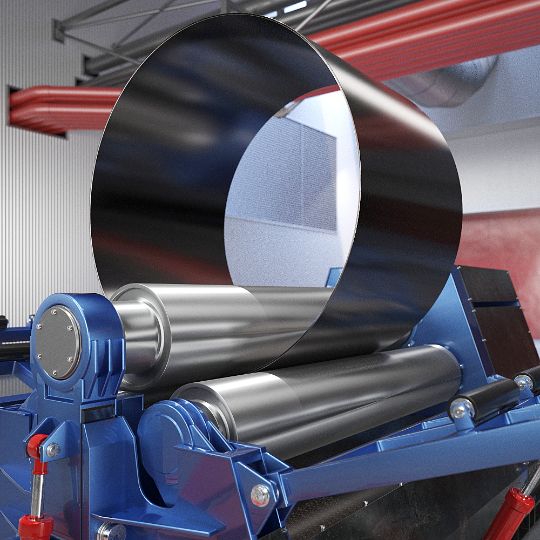
Обечайки – это цилиндрические или конические сегменты, получаемые из плоского листового металла путём деформации. Они служат основой для сборки крупных конструкций, таких как цистерны, котлы, колонны и трубы большого диаметра. Вальцовка позволяет придать листу криволинейную форму, сохраняя при этом исходные свойства материала.
Процесс вальцовки обечаек особенно важен в отраслях, где требуется высокая точность и надёжность, поскольку любые дефекты могут привести к авариям. В отличие от других методов (например, штамповки или сварки из сегментов), вальцовка минимизирует швы и напряжения в металле.
Вальцовка обечаек осуществляется на вальцовочных станках и включает несколько этапов. Основной принцип – пластическая деформация металла под давлением вращающихся валков. Процесс может быть холодным (без нагрева) или горячим (с предварительным нагревом для толстых листов).
Лист металла очищается от загрязнений, выравнивается и обрезается по размерам. Толщина листа обычно варьируется от 2 мм до 100 мм, в зависимости от требований. Материалы: сталь (углеродистая, нержавеющая), алюминий, медь и сплавы.
Устанавливаются параметры – расстояние между валками, угол наклона (для конических обечаек), скорость вращения. Для цилиндрических форм валки параллельны, для конических – один валок наклоняется.
Лист подаётся между валками. Верхний (прижимной) валок давит на материал, изгибая его. Процесс проходит в несколько циклов (проходов), чтобы избежать трещин и обеспечить равномерный радиус. Для толстых листов может применяться предварительный нагрев до 800–1200°C.
После вальцовки проверяется геометрия (диаметр, овальность, толщина стенок) с помощью шаблонов, ультразвука или лазерных сканеров. Края обечайки могут обрабатываться для сварки (фаска, шлифовка). Если остаётся "зона невальцовки" (плоский участок на краях), она устраняется дополнительными проходами или на четырёхвалковых станках.
Обечайки могут подвергаться термообработке для снятия напряжений, антикоррозионному покрытию или сварке в более крупные конструкции.
Ключевой аспект – контроль параметров: давление, скорость и температура. Современные станки с ЧПУ автоматизируют процесс, обеспечивая точность до 0,1 мм.
Для вальцовки обечаек используются вальцовочные станки, адаптированные для работы с крупными деталями. Основные типы:
• Конструкция: Два опорных валка снизу и один прижимной сверху.
• Особенности: Подходят для цилиндрических и конических обечаек диаметром до 3–4 м. Оставляют небольшую зону невальцовки (5–10% длины).
• Применение: Среднесерийное производство, толщина до 50 мм.
• Конструкция: Два прижимных и два опорных валка, с возможностью фиксации листа.
• Особенности: Минимизируют зону невальцовки, обеспечивают высокую точность. Могут работать с листами толщиной до 150 мм и диаметром до 6 м.
• Применение: Крупные обечайки для нефтехимии и энергетики.
• Особенности: Мощный привод для толстых материалов. Скорость вальцовки – 4–10 м/мин.
• Пример характеристик: Мощность 20–100 кВт, ширина листа до 4000 мм, диаметр валков 300–800 мм.
• Особенности: Программное управление для сложных форм, интеграция с CAD-системами. Автоматизируют циклы, снижают брак.
Дополнительное оборудование: Подъёмные механизмы для тяжёлых листов, нагревательные печи, измерительные инструменты.
Вальцовка обечаек предлагает множество преимуществ по сравнению с альтернативными методами:
Равномерная деформация без швов, минимальные напряжения. Точность радиуса – до ±1 мм.
Минимизация отходов (до 5–10%), отсутствие необходимости в дорогих штампах. Снижение энергозатрат на 20–30% по сравнению с горячей штамповкой.
Возможность изготовления обечаек различных форм (цилиндр, конус, эллипс) и размеров. Легко адаптируется под индивидуальные заказы.
Холодная вальцовка не меняет структуру металла, сохраняя прочность и коррозионную стойкость.
Автоматизированные станки позволяют производить до 50–100 обечаек в смену, ускоряя сборку конструкций.
Обечайки выдерживают высокое давление (до 100 атм) и температуры, что критично для сосудов под давлением.
По данным производителей, вальцовка снижает брак на 15–20% и повышает долговечность конструкций.
Вальцовка обечаек широко используется в различных отраслях благодаря своей универсальности:
Изготовление резервуаров, колонн дистилляции, реакторов. Обечайки диаметром 2–5 м для хранения нефтепродуктов.
Котлы, теплообменники, парогенераторы. Требуются обечайки из нержавеющей стали для коррозионной стойкости.
Корпуса оборудования, цилиндры гидравлики, элементы трубопроводов.
Металлоконструкции, вагоны-цистерны, элементы мостов.
Гигиеничные резервуары из нержавейки.
Лёгкие обечайки из алюминиевых сплавов для баков.
В России и мире вальцовка обечаек регулируется стандартами ГОСТ 52630-2012 (для сосудов под давлением) и ASME, обеспечивая безопасность.
Несмотря на преимущества, вальцовка имеет ограничения: минимальный радиус изгиба (1,5–2 диаметра валка), необходимость в квалифицированных операторах, высокая стоимость оборудования для крупных деталей.
Для оптимальных результатов рекомендуется:
• Выбирать станки с ЧПУ для серийного производства.
• Проводить расчёты напряжений в ПО типа ANSYS.
• Обеспечивать контроль качества на всех этапах.
Если вы ищете услуги по вальцовке обечаек, обратитесь к профессионалам с современным оборудованием – это гарантирует качество и сроки





© 2025 «Гибка металла». Все права защищены.